
| 环保资讯 |
俞汉青,中国科技大学教授,中国污水处理概念厂专家委员会成员,国际知名的污水生物处理理论与技术专家,凭借在污水处理微生物聚集体(颗粒污泥)技术应用方面的杰出贡献,俞汉青教授及团队获得了2014年度国家自然科学二等奖。本文为俞汉青教授及其助手黄宝成对厌氧膜生物反应器的发展所做的系统回顾,以及对未来废水处理趋势的展望。

未来的废水处理趋势已从原先单纯的污染物去除朝着废水中资源、能源回收的方向过渡和发展。厌氧膜生物反应器因其良好的出水水质以及高效的有机能回收效率正逐渐受到业界的青睐和期待,但是任何一项处理技术都有其固有的优缺点。对于厌氧膜生物反应器而言,其在处理有机废水方面的可行性已得到证明,但其在废水处理过程中的经济性仍然还需要较为全面的评估。未来的工作如能在膜污染机制的解析及膜污染缓解手段的研发上获得突破,那么厌氧膜生物反应器极有可能实现将废水处理厂从能源消耗厂转变为能源加工厂。
引言 /
最早的活性污泥技术是采用简单的充排式的运行模式的。这种序批式的运行方式在当时并未获得重视。相反地,人们觉得它运行操作繁琐便引入了二沉池改为连续流的操作。直到20世纪70年代,美国Irvine教授和澳大利亚Goronzy教授重新发起了对序批式活性污泥法的研究后,人们才得以认识到SBR的优势。其灵活多变的运行模式,使之在废水处理领域大有用武之地。在经过20世纪80年代计算机自动化控制技术的迅猛发展后,SBR技术才真正得以遍地开花。
近年来,膜分离技术的出现和发展为传统的生物处理工艺带来了革新,它与生化处理单元的耦合不仅可以快速、高效地实现固液分离,而且其出水水质优异、稳定。随着人们对原有废水处理认识的不断加深,现有的废水处理思路已由能从废水中去除什么向能从废水中回收什么转变,厌氧膜生物处理技术的出现为未来废水处理厂能源中和运行提供了可能性。但是这项技术的问世和应用也并非一帆风顺,在愈加注重废水经济高效处理的今天,等待它的又将会是怎样的挑战?
厌氧膜生物反应器/ 从兴起到停滞
厌氧膜生物反应器概念的出现可追溯至上世纪的70年代,1978年Grethlein等人在将外置的膜组件应用到废水厌氧处理过程中发现其可以获得良好的处理效果(85%-95%的BOD去除率,72%的硝酸盐去除率以及24%-85%的磷酸盐去除率)。
这一技术自问世之初便获得了人们的青睐,针对它的研发工作也相继展开。20世纪80年代美国Dorr-Oliver公司在处理乳制品废水的过程中成功应用了名为MARS的厌氧膜生物处理工艺,得到了良好的处理效果。但是MARS系统只进行了中试规模的实验,并未获得实际工程的应用。
与此同时,日本也成功应用厌氧膜生物反应器处理高浓度有机废水,并且实现了水的再生利用。20世纪80年代末期在政府的鼓励和支持下,日本启动了为期6年的“水再生计划”,正是在这一计划的推动下,厌氧膜生物技术得到了较好的发展并在一定范围内得到了应用。
从1987年开始,厌氧消化超滤膜系统在南非进行了工业废水处理的应用研究并开展了一系列中试和实际工程项目。在这过程中,以预分离-厌氧消化超滤膜系统-氨吹脱-反渗透-气体纯化-产能为一体的能源资源回收工艺也得到了初步的研究和运行。
20世纪90年代迎来了膜生物处理技术发展的第一个黄金期,但是厌氧膜生物处理系统却并未在这一次技术更迭的浪潮中获得大范围的工程化应用,这主要受制于当时的技术发展水平和厌氧膜生物反应器自身的技术瓶颈。首先,虽然厌氧生物处理技术在当时已经取得了长足的进步和突破,但是其出水水质仍然无法与好氧技术相媲美,单一的厌氧处理单元尚无法圆满完成有机污染物去除的任务。
其次,在厌氧处理过程中,废水中的一部分营养物被微生物代谢吸收,但由于厌氧微生物世代周期长,对营养元素的去除能力非常有限。不仅如此,厌氧条件下的氨化作用会增加废水的氨氮浓度,同时会释放大量的磷酸。再者,厌氧生物处理系统尚无法在低温条件下获得良好的去除效果。厌氧系统的这些固有缺陷使得厌氧膜生物反应器的发展遇到了技术瓶颈。
与好氧膜生物反应器相比,厌氧膜系统的膜污染状况更为严重。在厌氧系统中,膜表面形成的滤饼层更加致密,多孔透过性差从而加快了膜污染的速率。由于厌氧特殊的环境要求,在膜清洗的操作上厌氧系统比好氧的要求更高。此外,由于当时膜材料成本的居高不下,导致膜组件投资费用昂贵。因此,虽然厌氧膜生物反应系统在发明之初受到了热捧,但是由于影响系统性能的上述几个关键难题未获得突破,研究人员便将重心转向了好氧膜生物反应系统的研发和应用工作上了。
曲折中前行/厌氧膜生物反应器的再次起航
虽然研究人员更为侧重好氧膜生物反应器的设计研发工作,但是却并未完全放弃厌氧膜系统的研究工作。随着近年来废水“零废物”处理概念以及资源化处理概念的提出,逐渐使得厌氧膜生物系统重新受到青睐。
2011年,斯坦福大学土木和环境工程系McCarty教授和韩国仁荷大学Bae教授课题组联合在环境领域国际顶尖期刊《EnvironmentalScience&Technology》上发文报导了厌氧流化床-厌氧流化床膜生物反应器两级串联工艺应用于模拟城市废水处理的研究工作,从而掀起了厌氧膜生物反应器新一轮的研究热潮。他们通过在反应器内填充颗粒活性炭作为微生物附着生长的介质,提高系统的处理效率并且颗粒活性炭在流化后还能对膜表面进行冲刷,显著缓解膜污染。
其实验室试验结果表明在中温运行条件下系统的出水中的COD浓度可低至7mg/L。该耦合体系的总耗能仅为0.058kWh/m3,该部分能量只占回收得到的甲烷能量值的30%,彰显了厌氧膜处理系统在城市污水处理的巨大潜力。此后,他们对反应器的运行参数如溶解氧浓度和流化床填充介质种类等进行优化,并评估了该套系统在处理实际城市污水方面的效能。
2012年他们着手开展了规模为12m3/d的中试应用研究。当反应器启动完成后,系统在冬天(气温为9℃)运行时其出水中COD在23mg/L以下,其处理效果完全达到了活性污泥法的水平。反应器内仅依靠颗粒活性炭的冲刷而无需化学药剂的清洗便可将膜通量维持在一个较高的水平,系统的总能耗约为0.227kWh/m3。
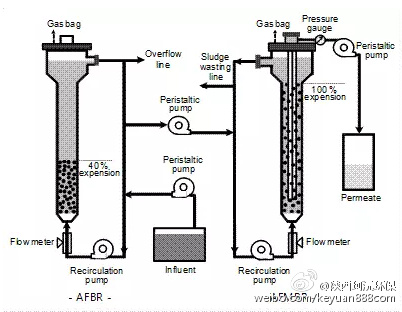
图1 厌氧流化床-厌氧硫化床膜生物反应器串联系统
McCarty和Bae小组的工作为厌氧膜生物反应器的研发和应用带来了新的生机,这从全球关于厌氧膜生物反应器的SCI发文量上便可窥知一二。在2010-2012年的三年间,关于厌氧膜生物体系的SCI发文量在145篇/年左右,而从2013-2015年间SCI发文量便上升了一个台阶平均达到了213篇/年。研究论文发表数量的提升从侧面反映出了厌氧膜生物系统又重新获得了研究人员的青睐,在愈发注重城市污水有机能回收的今天焕发出了新的生机。
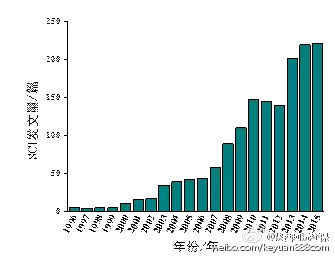
图2 1996-2015年间厌氧膜生物反应器的SCI发文量
城市污水处理
目前关于厌氧膜生物反应器应用于城市污水处理的研究还停留在中试规模,尚无实际工程化案例,中试的结果表明其处理性能与小试规模下类似。除了前文提到的McCarty和Bae研究小组外,西班牙的一个小组也在中温下采用厌氧膜生物系统处理生活污水,它由1个厌氧池和2个膜池组成,总体积为2.5m3,进水COD平均浓度为445mg/L左右,硫酸盐平均浓度为99mg/L左右。处理结果表明系统COD平均去除率可以达到87%。
由于进水硫酸盐浓度较高,硫酸盐还原菌和甲烷菌竞争碳源,极大影响了沼气产量,产气中甲烷含量维持在55%左右。在中试试验期间,膜组件的运行效果稳定,没有出现不可逆污染,间歇出水、反冲洗和沼气喷射有利于延缓膜污染。
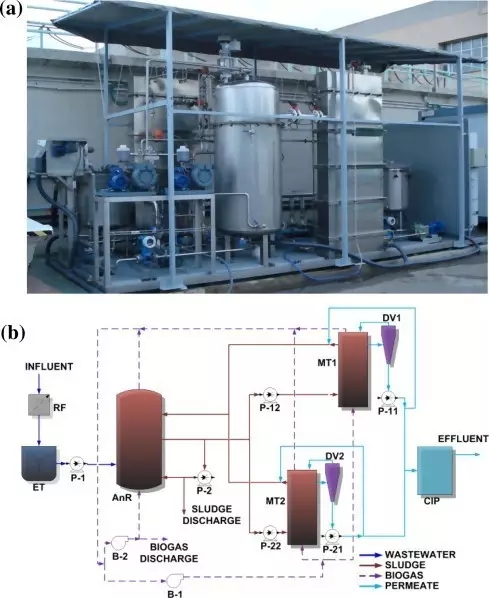
图3 Gimenez等人采用的厌氧膜生物反应器中试装置
上述中试实验是在中温环境条件下进行的,而实际生活污水的水温常因时、因地而变,若要将反应器维持在中温条件需要消耗巨大的能量。因此,研究组将一个容积为160L的UASB和150L的膜反应器进行串联,考察了该系统在低温下对城市污水的长期处理效果。当在容积负荷为2-2.5kgCOD/m3运行时,系统COD去除率达到87%。
对比目前的几个中试反应器运行结果,可以看出基于流化床反应器为核心的厌氧膜生物系统的性能最佳。与传统的UASB 等厌氧反应器相比,流化床内的填料在流动时可以强化微生物与液相间的传质,加速反应器过程从而提高去除效果。此外,填料与膜表面的碰撞剪切比单纯的水力剪切力要大,可显著缓解和改善膜污染问题,可谓达到了一举两得的功效。但是流化床反应器的运行也有弊端,由于长期高强度的回流,膜材料的损伤比其它系统的要严重得多,这降低了膜的使用寿命。
工业废水处理
厌氧膜生物反应器的工程化应用城市污水处理图21996-2015年间厌氧膜生物反应器的SCI发文量图3Gimenez等人采用的厌氧膜生物反应器中试装置对比目前的几个中试反应器运行结果,可以看出基于流化床反应器为核心的厌氧膜生物系统的性能最佳。与传统的UASB等厌氧反应器相比,流化床内的填料在流动时可以强化微生物与液相间的传质,加速反应器过程从而提高去除效果。
此外,填料与膜表面的碰撞剪切比单纯的水力剪切力要大,可显著缓解和改善膜污染问题,可谓达到了一举两得的功效。但是流化床反应器的运行也有弊端,由于长期高强度的回流,膜材料的损伤比其它系统的要严重得多,这降低了膜的使用寿命。工业废水处理厌氧膜生物系统应用在工业废水处理的案例较多,很多公司和企业由于自身规模的扩张导致废水处理需求的增大,这就需要在原有废水处理设施的基础上进行升级改造。
从节省占地以及出水水质的角度来说,厌氧膜生物系统提供了一个非常好的解决方案。其中的一个案例是位于美国马萨诸塞州马尔伯勒市一家食品制造企业,该企业由于业务扩张需要对原有的处理系统进行升级改造来提高处理能力。但是由于场地空间有限,这就要求升级改造需要在不显著增加系统占地的情况下满足新的处理要求,并且尽可能得节省运行能耗。
这家企业最终选择了ADISystems公司开发的厌氧膜生物反应器作为他们改造项目的核心工艺,这也是在北美地区第一座生产性规模的厌氧膜生物反应器。厌氧膜生物反应器系统主要由一座8300m3的厌氧反应器以及四座膜过滤池组成,滤膜来自于日本久保田的浸没式膜组件。该工程的设计规模为475m3/d,系统COD去除率达到了99%,TSS去除率接近100%(出水TSS浓度<2mg/L)。
此外,厌氧膜生物系统每天可产生沼气5660m3,产生的沼气一部分用于燃烧维持厌氧生物反应器在35℃,剩余部分则用于房屋的供暖。将沼气循环曝入膜滤池可明显改善和缓解膜污染,经过五年多的运行滤膜仍然表现出良好的性能。ADISystems公司设计运行的这套厌氧膜生物反应系统不仅圆满完成了废水处理任务,而且显著降低了污泥脱水等带来的处理处置成本。

图4 厌氧膜生物反应器应用于食品加工废水处理
另一个关于厌氧膜生物反应器成功应用的工程案例位于美国宾夕法尼亚州,它同样也是由ADISystems公司设计建造的。该州的一家糖果制造厂原有的一条废水处理线只能去除约60%的BOD,满足不了排放要求,且污泥的沉降性能差,敞开的厌氧池还伴随有恶臭气体的散发问题。
该废水处理路线由一座调节池,三座厌氧反应器,一座脱气塔以及一座二沉池构成。随着该厂规模的扩增,高浓度有机物废水量急剧增加,原有处理工艺已达到最大负荷不可能再提高处理能力。基于此,ADISystems公司将原有的一座厌氧生物反应池改造为厌氧全混合生物反应器并且额外增加了两座膜滤池。
这样就精简了废水处理流程,并且解决了污泥沉降性能差以及恶臭气体四处飘散的问题。利用厌氧过程产生的沼气能源,厌氧膜生物反应器的运行温度可以维持在中温(35℃)。改造后的系统处理规模可以达到155m3/d,其对COD、BOD以及TSS的去除率分别可以达到97%、97%以及100%。

图5 厌氧膜生物反应器应用糖果厂废水处理
除了上述ADISystems公司外,美国通用电器集团以及威立雅水务集团也在大力发展和推广厌氧膜生物系统,但目前还无生产性规模的装置运行。从反应器系统的设计上看,这几家公司之间的区别并不大,目前大都应用于高浓度有机废水的处理。厌氧膜生物系统在处理废水产生高质量出水的同时,最大限度地获得可再生能源,处理后的水还可被回用或直接排放,与常规技术相比大大降低了运行成本。
简单、独立且全自动的反应器系统为远程控制提供了可能。厌氧系统产生富含甲烷的沼气可满足废水处理厂绝大部分的电力和供热需求,在酿造行业甚至能满足全部的能源需求。
厌氧膜生物反应器的未来之路/任重而道远
厌氧膜生物反应器适用对象分析
废水处理工艺是由废水特性决定的,一种废水处理工艺或者单元不可能适用于所有不同特性废水的处理,厌氧膜生物系统不外乎如此。由于厌氧系统对氨氮和磷酸盐等营养元素的去除能力差,所以可以根据废水中SS和COD浓度将废水分成四大类,即图6中的a、b、c和d四个区域。
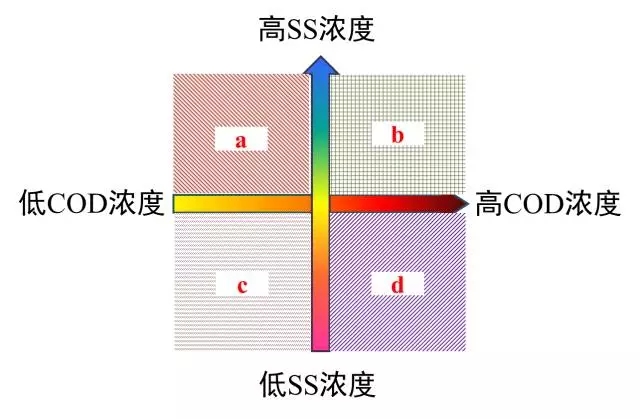
图6 厌氧膜生物系统适用的不同特性废水分析
厌氧生物处理系统经过近一个世纪的发展,现如今的高效厌氧系统已经完全实现了水力停留时间和污泥停留时间的分离,UASB、EGSB以及IC反应器的开发和应用大大提高了处理效率。此外,随着近年来颗粒污泥的研究和应用,厌氧系统中可以维持更高的生物量,处理负荷得到了极大的提升。厌氧膜生物系统是在厌氧生物系统的基础上拓展而来的,膜系统最大的优势是可以实现微生物的100%截留并且确保出水SS浓度无后顾之忧。
从这点上来看,厌氧膜生物系统在高COD和SS浓度的废水处理上(图6中b区域)存在着一定的优势。这主要是传统的厌氧生物系统颗粒物的水解过程仍然是厌氧消化图5厌氧膜生物反应器应用糖果厂废水处理图6厌氧膜生物系统适用的不同特性废水分析的限速步骤,这一点在低温条件下尤其明显。膜滤系统的引入可以将高浓度的SS截留在厌氧反应器内部,从而保证了充足的污泥停留时间来水解这部分颗粒态有机污染物。
对于高COD浓度低SS浓度的废水而言(图6中d区域),现有的厌氧生物处理系统基本可以实现较高的有机物去除效率,因此除了对出水SS有特殊处理要求的情况,没有必要非要引入膜单元。如此一来不仅省去了复杂的膜组件运行控制设备,而且也降低了处理系统的能耗。针对低COD浓度水质(图6中a和c区域),相比传统厌氧生物处理工艺,厌氧膜生物系统的处理效果更具优势。虽然目前有研究表明,厌氧膜系统在处理低强度有机废水(如城市生活污水)时也能获得满意的出水水质,但其离实际工程应用尚还有一段距离。鉴于厌氧膜生物系统在处理废水的同时可以回收一部分甲烷等能源气体,在处理低浓度有机废水时还需要视具体的水质进行全面评估后才能确定。
厌氧膜生物反应器的展望
相比好氧处理技术,厌氧膜生物反应器在低温、短水力停留时间条件下也可实现废水的有效处理,同时产生能源物质——沼气。可以说厌氧膜生物系统对有机废水的处理展现出了巨大的前景,不过在大规模投入应用之前,仍然存在着较多的难题有待研究和解决。
(1)膜污染的控制及缓解
膜污染问题很大程度上决定了厌氧膜生物系统的经济性和实用性。膜污染的影响因素很多,污泥组成、操作条件、膜组件的材料和构造都对膜污染有重要影响。虽然目前主流观点仍为膜表面滤饼层的形成是导致膜通量下降的主要原因,但由于厌氧膜生物反应器中污泥特性与好氧情况有着极大的不同,膜污染情况往往更复杂。滤饼层是由大量的微生物、胞外聚合物、无机盐以及其它微小颗粒物组成,具有多层孔隙结构,目前针对它的研究还不够深入。因此对膜污染机理的探究是从源头解决膜污染问题的关键。
前文提及的几座厌氧膜生物反应器实际工程,在设计上均采用外置式,即通过厌氧生物反应器与膜单元的串联。工程上之所以采用这种操作方式,其主要的原因是厌氧生物反应器内部的水力扰动不足以冲刷膜表面从而改善膜污染。这就需要通过外置的膜单元,利用水泵或者气泵来进行液体循环或者气体扰动以改善污染状况。
但是这样的操作在一定程度上弱化了膜技术的优势,增加了系统的占地,如何在单池内实现污染物去除及膜的高效稳定过滤具有更为高效经济的实际意义。虽然利用生物填料在流化床内可以实现膜污染物缓解的问题,但是流化状态下的填料会损伤膜材料,降低膜组件的使用寿命。因此,研究和开发内置式的厌氧膜生物反应器并通过合理的水力学设计来改善和缓解膜污染显得尤为必要。
膜材料是膜生物系统的核心,随着近年来对膜处理技术研究的不断深入,膜材料正不断得到更新与发展,不论是水通量还是膜材料成本上都有了极大的改善。但是由于厌氧下的膜污染比好氧的更为严重,对膜材料进行改进并研发出具有高亲水性、经济耐用的膜材料是缓解膜污染的关键。
(2)甲烷的回收
利用厌氧生物处理系统最大的优势是可以从废水处理过程中回收甲烷等能源物质,从而在一定程度上抵消系统的运行能耗甚至在高浓度有机废水处理过程中可以实现净产能。由于目前膜污染问题还没有得到充分的解决,因此在实际运行过程中各种缓解膜污染形成的措施和手段仍然消耗着极大的能量。这部分能量的消耗使得厌氧膜生物系统在处理低浓度有机废水(如城市污水、生活污水)时失去了优势。
由于在低温条件下,大量的甲烷气体会溶解在水中随着出水排出系统,因此在处理低浓度有机废水时如何最大限度地回收出水中的溶解态甲烷对系统的总能耗平衡而言就显得极为重要。目前针对这一块的研究尚处于起步阶段,逐步开发出了吹脱及脱气膜技术来回收甲烷。但是针对这些技术在甲烷回收效率以及回收过程的能量平衡上还需要优化和全面的评估。
(3)工程化应用参数的获取
由于厌氧膜生物反应器的研究不多,尤其是在国内,所以对各种不同行业的废水处理的经验参数缺乏,例如停留时间、有机负荷等等。这就要求具备一定规模的中试实验的支持,然后对各种行业废水的处理参数进行总结。在好氧膜生物系统原有控制理论和参数基础上,获取过膜压力、反冲洗频率以及膜清洗时间等关键参数的最佳组合。
此外,由于厌氧膜生物系统可以实现有机碳的回收,但对氮磷污染物去除效果差,为了使废水能够达标排放,这就决定了厌氧膜生物反应器后必须进行脱氮除磷。因此,考察厌氧膜生物系统与各种营养元素去除工艺的耦合工艺的脱氮除磷效果也是未来需要加强研究的工作之一。

在线QQ:493481316 陕ICP备13005376号