



 029-86747156
029-86747156 李经理
李经理 13505181093
13505181093
 dvhb@163.com
dvhb@163.com
 西安高新区锦业路锦业时代A3-307室
西安高新区锦业路锦业时代A3-307室
在活性污泥法诞生100年后,人们开始重新梳理污水处理的发展历程,展望下一个百年污水处理技术的发展方向,从物质循环、生态伦理学及社会学角度对传统活性污泥技术的发展历程进行思辨,污水处理过程的高能耗及高“碳足迹”是常规活性污泥工艺的技术缺欠,沿用百年的活性污泥法逐渐被一些耦合资源和能源回收的概念路线所取代。目前世界范围内,对“污水”的认知已经从“废物处理”对象转向“资源及能源回收”的载体,一些发达国家、世界范围内领先的环境公司已经制定了面向2030年甚至是2040年的技术发展路线图,纵览这些技术路线无一例外都是瞄准了对污水中资源回收、能耗自给与碳中和的未来可持续技术发展路线,国内外学者基于过往研究经历,对基于碳源捕获及碳源改向技术的新型A/B工艺进行了研究与开发,提出了具有独特风格的面向未来的能量平衡或碳中和技术路线。

作者简介:刘智晓(1972-),山东莒县人,工学博士,高级工程师,主要从事集团化环境及水务项目设计管理,水务项目方案设计、审核与把关、工艺与设备优化,水处理过程优化控制、革新污水生物处理新工艺研究与开发,高效低耗水厂/污水厂提标改造技术等相关领域的工程化应用研究与实践。
1 、污水中蕴含有机化学能潜力分析
对于污水中蕴含的化学能,国外很多研究者进行了不同角度的研究及定量评估,评估基准是设定典型生活污水COD为500mg/L,所含的化学能有两种表征方式,方式一以单位COD量所含的能量为基础,根据HEIDRICH的研究结论,这个数值范围为17.7~28.7kJ/gCOD,而对于该基准浓度污水,实际处理能耗约0.45kW·h/m3,相当于1620 kJ/m3,折合处理能耗平均为3.20 kJ/g COD。另一种方式是将COD化学潜能折合到吨水电耗,得到COD为500mg/L的污水“理论最大有机化学能”为22.55 kW·h /m3,理论最大有机化学能是指污水所含COD全部被提取并甲烷化,采用常规工艺只有很少部分COD被甲烷化,即使是提取这极少部分的COD用于甲烷化并产能,这部分能量也是非常可观的,可提取化学能范围是1.5~1.9kW·h /m3,这个数值也与McCarty等人的研究结果相近。
两种能量表征方式,结果都在表明污水中所蕴含的有机化学能是对其进行处理所需能耗的近5倍,污水中所蕴含的如此巨大的能量,如果捕获提取其中部分COD化学能甚至是热能并就地转换为电能,理论上可以实现能耗的完全自给甚至可以变成能量输出厂。有充分的理论依据表明,未来污水处理厂不是能源的消耗者而应该成为能源供应方。污水碳源常规处理工艺与能源化回收两种途径下COD物质流比较见图1。
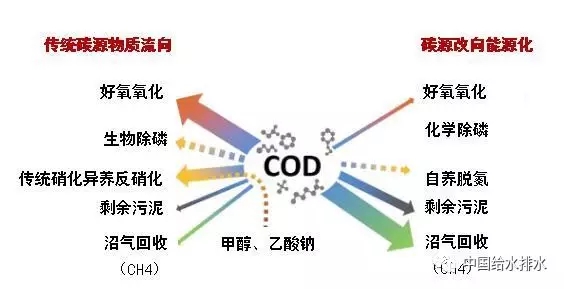
图1 污水碳源常规处理工艺与能源化回收两种途径下COD物质流对比
2 、“碳源捕获”工艺单元技术路线
2.1“碳源捕获”1.0→2.0→3.0版理念的提出
在“预处理+活性污泥+厌氧消化”经典污水处理过程中,进水COD大部分被活性污泥段降解氧化以气体形式释放(这部分约占进水COD的30%~55%左右),还有相当一部分被以剩余污泥(WAS)形式排除系统(约占进水COD的15%~25%左右),甲烷化COD约占15%~20%,其余7%~10%随出流排放。这种常规的利用初沉污泥和二沉污泥进行混合厌氧消化产甲烷并通过CHP进行能量提取的方式称为“碳捕获1.0版”。目前,这种“AD-CHP”联用模式在欧洲等国家污水厂被普遍采用。新加坡乌鲁班丹再生水厂(UluPandan WRP)也采用了此种模式,其工艺流程见图2。
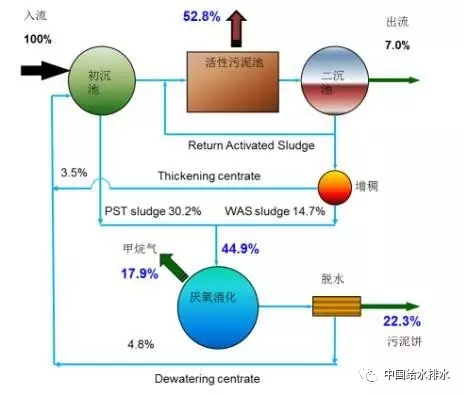
图2 “碳源捕获1.0版”技术路线(以新加坡UluPandan厂为例)
从图2可知,即便采用了污泥厌氧消化,被能源化利用的COD比例及效率仍较低,乌鲁班丹厂进水中的COD只有17.9%被转换为甲烷。因此,优化厌氧消化过程,提高污水中COD甲烷转化率及产率,是“碳源捕获1.0版”技术实施的关键步骤。近10~20年来,一些污泥厌氧消化预处理技术得到开发和应用,如污泥超声破解技术、污泥热水解技术(TH)。为了进一步提高厌氧消化过程的甲烷产量,提高污水厂运行能耗自给率,将有机废物如食品、厨余废物引入污泥厌氧消化过程,即厌氧协同消化。这种通过强化消化系统进泥的预处理,或通过引入外源有机废物提高厌氧消化系统沼气产率进而提高污水厂能耗自给程度的模式,可以称为“碳源捕获2.0版”,该模式已经具有了“污泥增量”的意义,这里所指的污泥增量不是指增加剩余污泥的数量,而是特指通过技术手段增加进入厌氧消化系统或者进一步提升厌氧消化池有机负荷率的方法和途径,实现了“1+1>2”的效果。
正是认识到了污水中蕴藏的巨大有机化学能,在传统“预处理-活性污泥-厌氧消化”技术路线基础上,进一步提升对进水中有机碳源的网捕截获、提取效率,削减或者降低进水中有机碳源到后续活性污泥段,使COD在污水处理过程中的碳足迹由“污染物降解途径”转向到“能源化利用途径”,最大程度实现能源化的同时又使得后续生化曝气过程的能耗降至最低程度,实现了对常规污水处理中COD轨迹的转移,即“碳源改向(Carbon Redirection)”,也可称之为“碳源转移”,提取后的COD进入后续“AD-CHP”,进一步能源化,目前这种模式逐渐成为国内外专家的研究热点。基于污泥增量及碳改向的碳源提取模式工艺技术路线总体上采用“A-B”构型,A段碳源浓缩提取工艺主要有以生物絮凝为主要作用的高负荷活性污泥工艺(HRAS)、化学强化一级处理(CEPT)、厌氧生物膜反应器(AnMBR)等;由于A段将污水中绝大部分COD通过“网捕截获”转移到能源化途径,进入B段的污水呈现低碳高氮的特性,导致有机碳源严重缺乏,通过常规硝化-反硝化生物脱氮工艺已无法实现对TN的有效去除,因此B段未来的发展趋势是采用自养生物脱氮技术,如短程硝化-厌氧氨氧化技术,也就是在主流采用厌氧氨氧化技术。将采用新型“A-B”工艺,即“高效碳捕获+主流厌氧氨氧化+高效厌氧消化”的技术路线称为污水处理“碳捕获3.0版”,其工艺流程见图3。
图3 “碳捕获3.0版”技术路线(基于A/B工艺构型的碳捕获+主流自养脱氮技术路线)
2.2“碳源捕获”技术路线及性能
2.2.1 高负荷活性污泥工艺(HRAS)
实际应用中HRAS工艺可选择三种反应器形式实现碳源捕获,分别是连续流完全混合式(CSTR)、接触-稳定工艺(CS)、推流式反应器(PFR)。不同构型反应器形式对COD的捕获率取决于活性污泥对COD的网捕、絮凝、吸附及储存能力,实际上反应器形式还会影响“泥水”分离特性,并且上述因素互相影响;同时对COD不同组分的去除效率也有较大的差异。三种HRAS反应器见图4,其中CS工艺对COD的捕获效率高于其它反应器模式,泥水分离特性亦优于其它反应器,加之对COD的氧化矿化水平较低,从物料平衡角度看更能获得较高的COD捕获率。

图4 高负荷活性污泥工艺(HRAS)工艺构型及运行特性比较
研究表明,生物絮凝(Bioflocculation)过程是影响活性污泥对颗粒性、胶体性及溶解性COD快速捕获/吸附/储存的关键影响因子,因此HRAS实现“碳源捕获”及“碳源改向”功效的本质是要强化对进水有机碳源的“絮凝管理”,为了强化活性污泥的生物吸附效率,高负荷接触-稳定工艺相对CSTR及PF构型具有更高的效率,尤其是对颗粒性与胶体状COD的捕捉,这主要是因为CS工艺通过回流活性污泥(RAS)曝气提供了使其处于“饥饿”(famine)状态的“稳定段”,这种对RAS再曝气过程可以强化其生物絮凝活性,到后续低DO浓度下“泥-水”混合反应器可实现对进水COD的快速捕捉、吸附进食(feast),强化了对进水COD的捕获率。SRT是A段最重要的工艺参数,研究表明,当总SRT≤1.1d时,CS工艺对COD的总捕获率可达59%,对应进水中COD约0.46~0.55 g COD/g COD 通过A段实现“碳改向”转向厌氧产CH4能源化途径。A段SRT对进水COD中不同组份的去除效率影响较为显著;而de Graaff等人的研究结果表明,A段SRT只需要0.3d即可获得最高的污泥产率,SRT延长将会导致COD的进一步矿化;A段HRT只需15min溶解性COD(SCOD)即可获得理想的去除率。
2.2.2 CEPT工艺
对于COD捕获3.0技术路线,A段除了要将颗粒性及胶体状COD最大限度捕获外,还要考虑采取物化手段辅助生化工艺增强SCOD向pCOD或者cCOD的转化,进一步捕获、浓缩、与富集。化学强化一级处理工艺作为二级处理的预处理工序,旨在通过混合絮凝过程强化对进水中COD、SS及营养盐的去除。CEPT工艺对SS、COD、TP、TN去除率可达80%~90%、30%~70%、80%~95%、20%~25%,这要显著高于初沉池效率,CEPT尤其是可以强化对颗粒性有机物(pCOD)的捕获和去除,去除率可达85%,CEPT的主要缺点是对溶解性COD去除能力有限。因此,CEPT工艺与A/B工艺的A段的HARS结合,会进一步提升A段的COD捕获率。根据荷兰四个A/B工艺污水厂A段的COD捕获效率分析,发现A段可以捕获进水COD可达53%~74%,其中有24%~48%形式以A段WAS形式排出,而另外一部分19%~50%的COD以污泥形式进入B段,可见,A段除了提高进水COD向活性污泥的转化率,更要重视裹挟COD的“饱食”后这部分污泥的分离效率,这是影响后续COD甲烷化能源化的重要影响因素。A段泥水分离不佳,这主要是A段形成的絮体结构松散稀疏、沉淀性能欠佳导致沉淀池泥水分离特性较弱所致,因此,投加混凝剂不但可以提高对COD的捕获效率,而且可以提高絮凝体在沉淀池内的沉速,有助于提高A段对COD最大程度上的浓缩与富集;A段沉淀池的水力学性能保证设计也是重要因素。
2.2.3精密筛分过滤工艺
为最大程度截留进水中COD,德国KWB组织联合Hydrotech、威立雅等水务公司启动旨在回收污水中能源的应用研究项目,提出了面向2030年“碳中和技术路线”,即“CARISMO”概念工艺,也就是“Carbon is money(碳就是钱)”理念,主要技术路线是“絮凝+微筛+后续生物膜过滤”,所采用的精细过滤装置为转鼓式筛网过滤机(micro-screen),孔隙100微米;前段通过“化学絮凝+微筛”方式,Al盐投加量为15~20mg/L,微筛过程可大幅截留原污水中颗粒性、胶体性与溶解态COD,“CARISMO”技术可以从污水中总共“榨取”82%的COD进行能源化过程,远远高于常规模式。
3、 以“碳源捕获”为基础的能耗自给工艺评析
以“碳浓缩”为基础的能耗自给污水处理工艺以其可持续的“碳中和”运行特性,近几年引发了国内外众多研究机构、学者及水务公司的关注并为此进行了大量研究。继1997年Mark Van Loosdrecht教授团队系统提出了基于A/B工艺构型的“A段污泥增量+自养脱氮+污泥能源化”理念及技术路线后,国内学者北京建筑大学郝晓地教授于2003年提出了基于A/B工艺的旨在实现COD及磷回收的可持续技术路线,明确提出了在A段实现污泥产率最大化(maximal sludge production)也就是“污泥增量”理念,B段采用BCFS工艺或者CANON工艺,这是目前所看到的国内学者最早在国际上提出的基于未来可持续污水处理技术路线图。
位于荷兰的欧盟卓越可持续水技术中心、荷兰瓦根宁根大学(Wageningen University)Khiewwijit R.博士、比利时根特大学(Ghent University)SchaubroeckT.博士、奥地利ARAconsult的WettB. 博士等学者,近几年纷纷了提出基于能量最大化、P回收及处理过程最低碳排放为基准的“未来新型污水处理厂”、“能量自给污水处理厂”概念构型,概念路线也是采用A/B工艺构型(见图5),A段采用碳捕获工艺通过生物絮凝或者CEPT等工艺浓缩进水碳源,提取的碳源通过厌氧消化生产甲烷转入能源化CHP途径,或者进一步厌氧发酵工艺生产生物塑料、生物柴油或者制取其它中等链脂肪酸;B段工艺采用主流PN/A(短程亚硝化-厌氧氨氧化)工艺、或者“藻菌共生系统”通过微藻(Microalgae)的快速生长来吸收N、P,并将微藻用于能源化或者生物肥料的制取,实现了碳源的能源化、N、P资源的回收及闭环利用。
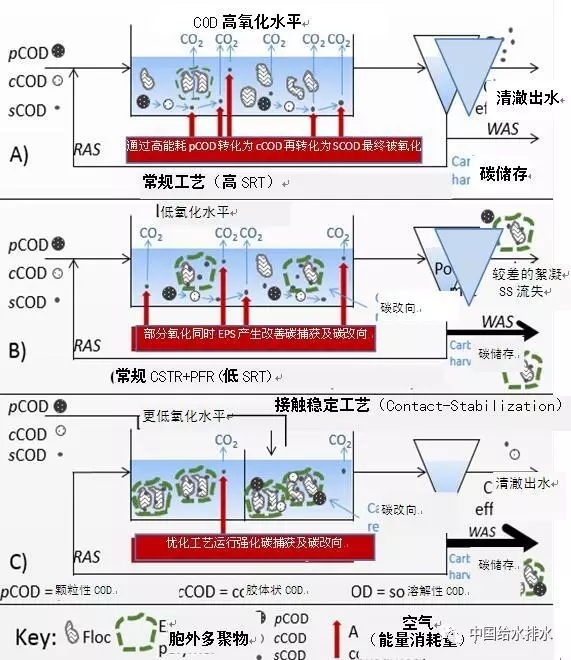
图5 基于新型A/B构型能量/资源耦合回收理念的未来污水处理工艺概念路线
挪威科技大学Ødegaard教授2016年提出了基于MBBR技术为主体的面向未来的“能量中和”污水处理厂技术路线图(见图6),此工艺是Ødegaard教授基于中国概念厂理念而“量身定做”的,Ødegaard-MBBR路线主要特点是“A段+B段+侧流段”都是采用了基于MBBR为基础的生物反应器,其中A段为高负荷MBBR,A段高负荷MBBR对BOD的去除率可达85%,这远高于CEPT工艺对COD的去除率。B段及侧流段采用ANITATMMox工艺,中试结果表明,夏季(23℃)B段IFAS ANITATMMox对TN的平均去除率1.4gN/(m2·d),冬季(17℃)去除率为0.5~0.8gN/(m2·d)。Ødegaard-MBBR路线也采取了侧流段富集的Anammox对主流的补充,是通过气提泵实现MBBR悬浮载体在“主流-侧流”之间循环,进而达到生物强化的目的。
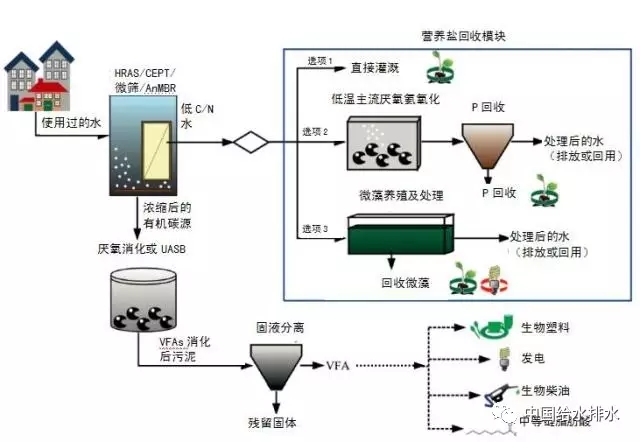
图6 以MBBR为基础的COD捕获-主流自养脱氮工艺路线
实践层面,奥地利斯特拉斯(Strass)污水处理厂以主流传统工艺(AB法)与侧流现代工艺(厌氧氨氧化)相结合方式最大化剩余污泥产量,通过厌氧消化产甲烷并热电联产,早在2005年便实现了能源自给率108%,完全达到碳中和运行目标。目前,该厂利用剩余污泥与厂外厨余垃圾厌氧共消化,使得能源自给率高达200%,不仅实现能源自给自足,而且还有一半的能量可以向厂外供应,已成为名副其实的“能源工厂”。
丹麦Aarhus市近些年提出了使整个城市变成碳平衡地区,目前Aarhus市已经成为世界上第一个利用从污水处理中回收的能源,实现覆盖本市大部分污水处理和自来水供给的能耗需求的城市。AarhusVand公司最近提出了“污水厂150%能量”概念,并对该市Egaa该厂进行技术改造,所采用的主要技术路线及流程见图7。
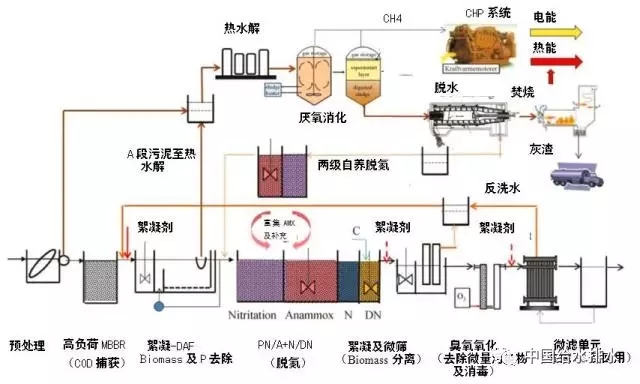
图7 丹麦Egaa WWTP迈向“正能量”污水厂提标改造技术路线
4、问题及讨论
新型A/B工艺被赋予了“捕捉榨取碳源/强化自养脱氮”新的历史使命,目前研究与开发的A段“碳源捕获”技术旨在最大程度上将污水厂进水中的有机碳源分离,本质上是通过技术手段“碳源挪移”实现COD“改向”,并避免或减少被后续生化过程矿化降解,A段强化对COD的捕获率可达进水总COD的60%~80%,因此进入B段的污水呈现高氮低碳特性,这种水质特性通过常规脱氮途径通常无法满足TN排放标准,因此各种碳源需求度较低的生化工艺或自养脱氮工艺对被开发,如短程硝化反硝化、部分亚硝化/厌氧氨氧化(PN/A)等,但是目前技术层面尚存下述问题有待研究解决:
①进一步优化A段工艺,深入研究A段高负荷活性污泥工艺条件对进水中不同性质的COD(VFAs及溶解性COD、颗粒或者悬浮态COD、胶体状COD)的捕捉特性及影响因子,以及上述不同性质的COD混合状态下在厌氧消化过程特性、甲烷化转化潜能。此外A段高负荷活性污泥形成的污泥絮体(floc)特性与厌氧消化过程具有关联性,但目前不同来源文献参数差异较大,需对上述工艺过程进行优化设计并确定合适的运行控制参数。另外,突发性进水水质冲击对HARS系统运行特性的影响会导致A段出水水质波动,进而对后续工艺的影响对此还需进一步研究;
②赋予能量回收理念的新型A/B工艺,工艺原理及参数已经完全不同于过去常规A/B法,新型B段工艺技术尚不成熟、关键技术瓶颈亟待突破。如低温低浓度条件下主流自养脱氮技术的运行稳定性、厌氧氨氧化活性及效率保持,尤其是水温(≦15℃)条件下Anammox活性及工程尺度反应器的持续运行稳定性。研究显示,当水温由30℃降低到10℃,Anammox菌活性降低10倍。我国很多地域冬季水温低于13~15℃,短期寒冷天气水温甚至低于11℃,这种水温条件下,主流反应器内Anammox菌的活性被快速抑制,工程尺度层面如何实现稳定达标,目前看技术瓶颈尚未突破。
③不同的研究显示B段反应器内有机物的存在尤其是随着SCOD/N比值(≥0.5)的提高会有助于异养反硝化过程从而抑制Anammox,但是最近有研究发现常规硝化反硝化脱氮(N/DN)过程与厌氧氨氧化过程可以有效共存,最近Cao Ye-shi等人在新加坡樟宜(Changi)再生水厂的试验研究结果及污水厂实地检测结果显示,厌氧氨氧化菌与普通异养反硝化菌可以共存同一个反应器/生物池内,且对TN的去除有各自贡献,樟宜再生水厂TN的去除率89%,其中传统途径N/DN贡献率为50%,而Anammox途径贡献率达38%,最近五年的运行数据显示N/DN与PN/A过程对TN的去除贡献几乎接近。显然,这个结论显然与许多学者研究和追求的方向不同,目前学界努力方向都是设法尽最大程度上削减进入B段的COD,追求完整意义上的主流厌氧氨氧化,樟宜再生水厂的生产尺度的验证数据显然颠覆了传统观点,樟宜项目运行结论为两种过程协同存在提供了实践层面的支撑,但上述两种过程在同一个反应器内不同菌群(AOB、NOB、AnAOB及HB)协同发挥作用的机制、影响因子、优化运行调控策略及对其它地域的适应性(新加坡常年污水温度28-32℃),现在结论尚不明确。但是,这无疑为未来继续深入和开发新型“异养N/DN-自养AMX”混合共存反应器提供了崭新的研究方向。
5、结论
展望基于资源回收与碳平衡理念的未来污水处理厂,中国要因地制宜、构建符合国情的未来污水处理发展技术路线图。要认真梳理和反思过往常规污水处理路径存在的不可持续特性,污水处理过程高耗能并排放大量温室气体(GHG),与此同时,污水中COD蕴含的巨大有机化学能(约1.5~1.9kW·h/m3)远远未被挖掘及利用,未来污水处理的发展方向是朝着营养物、能源及再生水“三厂合一”模式转变。研究与开发进水碳源转向及污泥增量技术,对污水中有机碳源实现高效网捕截获、浓缩及分离并转向能源化途径,是提高能量自给效率、最终实现能量平衡及碳平衡运行的物质基础。
对于中国,要首先考虑管网系统完善,如试点取消化粪池、进行雨污分流、完善污水管网系统的建设,提高进水COD浓度同时,有条件地区逐步恢复和普及厌氧消化系统的建设及运行(行业指导政策、经济补贴要予以支持),为实现“碳源捕获1.0版”提供有效碳源基础。在“1.0版”运营基础上,逐步考虑向“2.0版”迈进,2.0版基础是基于“污泥增量”理念,可采用热水解(THP)或引入外源有机物实现厌氧协同消化,进一步提高污水厂能量自给水平,实现能量平衡、甚至迈向“正能量”污水厂,对于城市有机废物引进污水厂与污泥协同厌氧消化,涉及到跨部门协作,实现“1+1>2”效果,这方面国家要给予政策支持(有机物储运及自产电能联网等)。特别强调的是,未来排放标准的制定与修订要考虑碳源转向能源化途径后对后续脱氮工艺的影响,高排放标准要与“碳平衡”运行要实现目标解耦,“鱼和熊掌不可兼得”,要优先鼓励碳源的能源化、资源化途径!碳捕获“3.0版”技术路线是国际公认未来污水处理的发展方向,但“3.0版”实现基础是有赖于后续“B段”低温条件下自养脱氮工艺技术瓶颈的解决及工程尺度上稳定性、可靠性验证,需要自主完成从小试→中试→生产规模不同尺度上的验证,目前看,“3.0版”还面临诸多技术挑战需要克服,为此,针对“B段”技术瓶颈开发出新型反应器(悬浮、载体及复合式)、及新型生物活性刺激载体,进而进一步提高Anammox的数量及活性是未来的技术发展方向。
(更详细内容参见《中国给水排水》第8期:未来污水处理能源自给新途径——碳源捕获及碳源改向;作者:北京首创股份有限公司/首创爱华天津市政环境工程有限公司刘智晓)
公司简介:
陕西珂沅环保工程有限公司是一家技术型高科技环保公司,西安市高新技术企业,公司注册资金1001万元,拥有建设部颁发的环境工程专项工程承包资质,安全生产许可证和陕西省环保产业协会颁发的设计及施工资质。
业务范围:
一,污水处理及资源化回用(KY-MBR再生水处理设备);分散化、小型化、模块化、生态型村镇污水处理;人工湿地;水生态环境修复;农村乡镇垃圾分层温控无动力处理技术领域集“技术研发、设计咨询、生产制造、工程实施和托管运营”五位一体,为客户提供从专项研发、工程总承包到终身运营维保的全方位解决方案。
二,公司在污水处理厂的备件、设备检测、设备维修、维修技术、专业人员等方面有独特的优势,专业维修卧螺离心机,粗、细格栅除污机,罗茨风机,压滤机,清理污泥池及管道维护,承接污水厂设备维修大包,水泵电机故障诊断,日常维护,包年维护,改装改造,配件修造,机械加工以及水泵等电气控制系统销售、安装的专业化污水处理设备维保服务。
三,提供专业的污水处理设施运营,污水处理工程设计,污水处理达标工艺,污水处理操作技术培训,污水处理设备维修,脱磷除氮工艺改造,曝气风机节能改造合同能源管理等服务。
如您在工作中有废水处理工程的设计、施工、运营管理以及污水处理设备的设计,制造,安装,调试等服务需求,敬请来电。我们坚信“质量是企业生命,诚信服务是您我桥梁”的服务理念,为保障污水处理设施“安全运行、达标运行、经济运行”提供高性价比的服务。
本着高起点、高技术、高品质的原则,公司在环境工程领域里应用先进的技术,交付高质量的产品,提供优质的服务,努力为客户高效优质的解决环保方面的问题,满足客户的要求。