��Ʒ�ˮ��Σ����
��Ʒ�ˮ�ijɷַdz����ӣ�������(CN-)��ˮ������ˮ�⣬�ؽ�����ˮ�ǵ��ҵDZ��Σ���Լ���ķ�ˮ��𡣸����ؽ�����ˮ�������ؽ���Ԫ�ؽ��з��࣬һ����Է�Ϊ����(Cr)������(Ni)������(Cd)��ˮ����ͭ(Cu)����п(Zn)������(Au)������(Ag)�ȷ�ˮ������ˮ������Ȼˮ�壬����̬�������������Ⱦ��������в�����������������°����»�����ͻ��Ⱥ����
��Ʒ�ˮ�������ձȽϳ��죬���Ǽ����ؼ������ղ��ú��������ȶ���ꡣ
1��һ��Ҫ���������ռ���Ū�����ʼŨ�ȣ���Ժ�������ʵʩ������Ҫ���ֵ����ҵ�ͽ������洦����ҵ��ˮվ��Cr��Ni���ã������������硢�ӣ�Σ�ȶ����Ⱦ������Ҫ��������Ʒ�ˮ����վ������Ա�����ϸ����������ռ��������ÿһ��ԭˮ�ij�ʼŨ�ȡ�
2��һ��Ҫ�������ദ�����ر��ǹ��ҹ涨��һ����Ⱦ����������ڶ�Ӧ���������ߵ�ĩ����ȫ��ꡣ�������Ų��������ྭ����������ĵ�Ʒ�ˮ�㼯�����ŷſ��ϡ�͵�������ڡ�
3���ϸ��ƿش��������УУȡ��缫��λ�����IJ����������Ʒ�ˮ�������̣���ʵ���ǻ�ѧ��Ӧ���̣��䷴Ӧ�����Ǿ�����ӦЧ���Ĺؼ������ԣ����������УУȡ��缫��λ�����ƿصľ�ȷ��ֱ�ӹ�ϵ���ܷ�ʵ�ִ�괦������������ɽ�������ҵ���ƹ�ҵ��ˮվ�����ֶ����Զ�����ϵͳ���ƿأУȡ��缫��λ������
4����������ռ���ѹ�ˣ�ѹ��Һ����ص���Ӧ���ڳء�


�������价����Ʒ�ˮ��������·���ɽ��
▷ 1��CHE����������ͨ�������Ľ�����Щ�ط���
�𣺵�������Ϊ���ʽ�����ϡ�ԲͲʽ�ȣ�CHE���������ڲ��ʽ�����õ��ǵ͵�ѹ���ߵ�����������ѹ������ϵͳ����ͨ�������������
������Ŀˮ�������ͨ��С�������жϷ�ˮ������ͣ��ʱ�䣻���������������15min������ѹ�Զ��л�װ�á�
▷2����Ʒ�ˮ�и߰�����ʲô�õĴ�������?
��һ����������ٷ�����ȥ��������Ŀǰ�г����г���İ���ȥ��������������һ�����ʹ�ã������������гɱ���
▷3����Ⱦ���˶�Һ��ˮ�Ҷ�Ч������̫�ã������ʲô�ð취��
�𣺷�Ⱦ���˶�Һ�DZȽϴ�ͳ���˶ƹ��գ�Ŀǰ�����ᳫʹ�������˶Ʒ�ʽ�ˣ���Ϊ������������˶�Һȷʵ���Ѷȣ�ͬʱ���ˮ������ϵͳ����ʱ�ᵼ������Һ���ƣ���Ϊ�˶�Һ�������٣�һ��ͨ�������ռ���ʽ��������ν���ϵͳ��ͨ���Ҷ��������ⷽʽ����ϡ�ʹ�����
▷4��������װ�õ缫��û�ö�þ�ûʲôЧ���ˣ������кö����ݿף�Ȼ�����Ҫ�ѵ缫�����������������һ������ʲô�ð취��
�𣺵������Ǹ���������װ�ã�������������װ�ã����ж������ࣻ����һ����ϴά��һ�Σ�������������15min�Զ��л����ơ�
▷5���������ฺ��һ������ڶ����أ����������ͣ��ʱ���ã�
�����ฺ�ɺ�ͣ��ʱ����Ҫ����������ģ������������ȷ�ϵģ���ͳ�������෨F/M��С�ڵ���0.5mg/l.d
▷6����Ʒ�ˮ�и߷�����(1000mg/L����)ͨ��ʲô��������10����?
�𣺵����ռ�������Ԥ��������ֱ��������ν���ͷ�����ϵͳ�У�ϡ�ʹ�����
▷7����Ƹ߰�������δ�����������
��ͬ2
▷8����ѧ����ˮ�е�����ô��������ô���ƣ�
�𣺴�����ʽ���Ҷ�+һ������+���+�������������ʹ�ó�����ȥ������
���Ʒ�ʽ������˽�ϵͳ�������������ƽ�ˮˮ�ʡ�
▷9��������ôȥ����ҩ�������������Ϻõķ�����
����Ҫ���ǿ�ҩ����Ҷ��������д���ȥ�������о���ͨ�����ķ�ʽ��
▷10���������ģ���ʵ�ʵ����Ӫ������������ģ������Ǵ��͵�������֧�����������ֺ��ˣ�������ҵ��Լ��Ũ��ˮ�����ѣ����Ǿ͵�����͵�Ÿ�Ũ��ˮ���и�ˮ��Ũ2000mg/l����Ũ�����Һ���ܵ�3000mg/l������Щ���������������⣬������ƹ�˾��������ˮ�����ͱȽϺô����������ˮ�����࣬���幤��·�ߣ����ݲ�ͬ��ˮ����Ʋ�ͬ�Ĺ��ա�
�𣺸�ŨҺ�ŷű����걨��ŨҺ�ŷ�ʱ����Ҫ֪ͨ����������ⲿ�ֹ������Ȳ������ͻᴦ������˵���������⣬����ˮ������������7�ֹ���3�ּ�����
▷11���ۺϷ�ˮ�Ҷٷ��������幤���������ģ���β��ܰ�������0.1mg/L��
������Ҫ�˽��ۺϷ�ˮ��ɣ�����ܽ��������ˮ�����ֳ������зҶٴ�������Ϊ�ۺϷ�ˮ�к��е������������������ٴ���ϣ�ʹ�������Ũ�����ߣ���ɷҶ������ѶȼӴ�ɱ������������ú������ۺϷ�ˮ��ϴ�����
Ŀǰ���ŵķ�ˮ������ֱ��ͨ��������������0.1mg/l��ͨ������0.2mg/l����Ȼ����֬����һ�£���֧�������ĺõ������������0.1mg/l�����ɺܶࡣ
�ۺϷ�ˮ��Ҫ���Ҷ٣�����Ϊ��������бȽ��ѽ���ķ�ˮ�͵����ϴˮ��
▷12����Ʒ�ˮ��ʹ�õ��ز������������������ɵ�Ӱ������������С��
���ؽ���ȥ��ʹ������Ƚ϶���Ǻ�ͭ��ˮ����������ʱ��ͨ����������������γ���ͭ������һ�㲻���ǽ���ˮ���ú�����ϵͳʱ���ܾ�����������Ҫ����Դͷ�ѿء�
▷13������п���Ͻ��ˮ��ô������Ч�Ľ��͵���3����
������ɷ�ˮ���������ǣ����÷Ҷ�+���+ȥ�����ķ�ʽ�ȶ�����0.1mg/l���ڡ�
▷14��һ���Ʋ���ˮ���ữ+�Ӵ�����������������ȥ���ʣ�
��80%���ϡ�
▷15������Ĥ��Ҫ�������ĸ����棬������ʲô��ʩ����Ҫ����ʲô��ˮָ�ꣿ��ϴ���ڴ�Ŷ��
��������1.ǰ�ν�ˮ����ָ��Ŀ��ơ�2.Ԥ�������յIJ�ͬ��3.����ȾĤ��ѡ�͡�4.Ũˮ�����������Զ�����ϴ�ȷ��档��ˮˮ�ʿ��Ʋ�����pH��ͭ����п0.5mg/L������ˮϵͳORP����150mv���ڣ���ˮϵͳ������������������Ĥ��������ϴ������
���ƺý�ˮˮ�ʣ���ϴ����Ϊ2-3���¡�
▷16���Ҷٷ�Ӧ�ձ鷴Ӧʵ����Ч���ã��õ������Ͽ������ѣ��ܲ��ܾͿ��Ʒ�����ϸ�����£���Ҫ����������1�������¶ȵ�Ӱ��Ч�����⡣2���������зҶ�ҩ�ﲻ�ܻ�Ͼ������⣬�ӻ�е��������ˮ�������������������Һ�����½��裬���·�Ӧ����֡�3���Ҷ��Dz�����SBR����������ҩ����������Ӧ����������������ͬһ�����Ӄȣ���Լ�豸Ͷ�ʣ���������Ͷ��ҩ�������ⷴӦ�жϣ������Dz��Ǹ�����Щ��
�����ȷҶٴ�������õ���������Ӧ���������ڴ���������ηҶ�ʵ�����û��һ����λ�������Ƚ���ϡ�ͣ��ؼ������ҵ�����������˫��ˮ����ȣ��ֳ�����ʱҪע���ˮˮ���Ƿ�ʵ��ʱ��ͬ�����һ�£�Ч�������������ǿ���ԭ��ֻ��ͨ�����Խ��е������ֳ�����ʱ������תΪ���ԣ������������̶���ͨ��ORPֵ������˫��ˮ����
▷17���ۺϵ�Ʒ�ˮ������һ��ռˮ���İٷֱ��ڶ����أ�
�𣺲����������֡���ˮˮ��Ũ�ȵȶ��й�ϵ���ý���5%~5‰����������һ��������Ϊ��ǧ��֮������������
▷18������жϵ�Ʒ�ˮ�Ŀ������ԣ�
��һ��ԭˮˮ�ʷ�����⣬����������ģ��ʵ�鿴����Ч���������ֳ����ԣ�����������Ч�������룬��������������ˮ������������
▷19���������ʹ��ʲôԭ���������豸Ͷ�ʼ��ɱ���Σ�
�������Ϸ������һ��ʹ���������ɱ���û�л��ռ�ֵ����������ĤŨ����ʹ�ø߿����Ĥ��Ŀǰ���ڲ��ԽΣ���õķ�ʽ�����ں��ʹ������ص���ʹ�á�
▷20����Ʒ�ˮ���ܵ�����ʲô��ʽ�����أ�
�𣺰������������ε��������ε���ʽ���л����Ƚ��١�
▷21����Ʒ�ˮ���Դ��𣬾���ǰ�ڷ���Ԥ������ͨ��������������
�𣺵�Ʒ�ˮ���Դ�����������⣬һ�����壬�ڵ�Ʋۺͷ�ˮ�������������β������װ�ã����Ƿ�ˮ�����������軯��ͨ���ﻯ�Σ�����ȥ����ֻҪ�ؽ������Ƶĺò������в�������������û����ġ�
▷22������п��ˮ�ڴ�����������ע���Ҫ������Щ��
�𣺹���п��ˮ���溬�д����ı��������ͳ����ˮ����װ�þ�������˷�����Ĥ�������ǵIJ���Ĥװ���ܹ����������⣬���кܶ�ʵ�ʰ�����
▷23����Ʒ�ˮ����������Ҫ������Щ���⣿
����Ҫ���Ƶ�ָ�꣬ͭ����п������0.5mg/L���ڣ��軯��Ƚ�ˮˮ�ʲ�����Ҫ̫���û������෨ʱ������������Ŀ��������н��֡�
▷24�����ˮ������Һ����Դ���ʯ����
��Һ����ȫ�����ʯ�ң���������Ŀ���Dz��ᳫʹ��ʯ�ҵģ�Ŀǰ�г��������ڶ�ʯ�ҽ����ᴿ����������ǻ�õ��г��Ͽɵġ�
▷25���Ҷ�����������ΪʲôЧ������ã������Ļ�������Ӱ�������Ĵ�����ʽ��
�𣺷���ʹ��˫��ˮ�ĵط�һ�㶼������������Ӧ�����ס�
���������Ժͼ���״̬�»����ױ��ʣ��Ҷ������������һ�㲻�ῼ���������ʵ����⡣����������Щ��Ŀ��������ҩ�۵���������У���ֹ����ˮ��Һ��ҹ��ʱ�䲻ʹ�÷������ʵ����⡣
▷26�������������£�����������������������pH�����ڶ��ٺ��ʣ�
�𣺷Ҷ������������������Ϊ������˫��ˮΪ��������ͳ�ƴ��������������������������ۿ���2��4��pHԽ���п��ܷ�ӦԽ�ã����������ȼ������ټ�˫��ˮ������Ͷ��ʱ��ȽϽӽ�������û��ô��������Ҫ���Ƿ�Ӧʱ�������1Сʱ���ҡ�
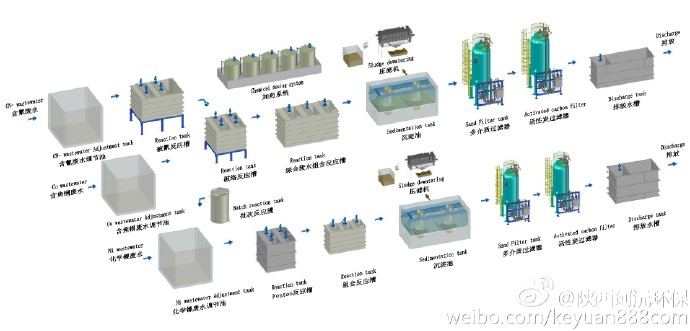
��Ʒ�ˮ������Ⱦ��ɷָ��ӣ��������Խϲ����Ӧ��ѭ“�����ռ�”��“��֧����”��“�ֱ���”��“�ֿ�ѹ��”�ĺ���·�ߡ�
�Ⱦ͵�Ʒ�ˮ���з��࣬��������к�����ˮ��������ˮ�������ˮ����Ϸ�ˮ���ۺϷ�ˮ�ȼ�����Ŀǰ���ô�������������ϸ���ܡ����ŶԸ���ˮ����װ�ü�ҩ����������ȱ�㡢�������ơ���ˮˮ�ʿ��Ƶ����Խ��ܣ��ص���Ե�Ʒ�ˮ�����зҶٴ�������������������ã��ز������ѡ�����˽��⡣
������˵�Ʒ�ˮ������ʩ����������ע���Ҫ�죻��ѭ��֧����������������ܻ������ܻ�����̬�������������ذ������������ۻ��ڣ�Ⱥ�Ѿ͵�Ƹ߰�����ˮ��δ������������ȥ�������������Ҷ١���Ʒ�ˮ����ѡ����η�ֹ��Ĥ������п��ˮ���������á���ˮ�������ڵ��ѵ�������������ϸ���
��ֽ������������Ӧ���ڵ�Ʒ�ˮ�����У�����“��֧����”ԭ������ˮ��Դͷ�ѿغͷ��࣬��۲������ܽᡣ

